


- WEBSITE -

Current location: Home > BLOGS > Technical Documentation >
Roll Forming Machine: Manufacturing Technology and Production Application
Time:2026-06-29 05:09:11 Author:xiangyi Click:175
Roll Forming Machine: Manufacturing Technology and Production Application
Roll forming machines represent sophisticated manufacturing equipment that transforms flat metal coils into precisely shaped profiles through continuous, incremental bending operations. The manufacturing of these machines demands advanced engineering capabilities, precision machining, and rigorous quality control. This article examines the production process, technical configuration, and practical applications of roll forming machines in industrial manufacturing environments.
Roll Forming Machine Manufacturing Process
The manufacturing of roll forming machines begins with detailed engineering design using computer-aided design (CAD) and finite element analysis (FEA) software. Engineers calculate roll profiles using specialized roll forming simulation software that predicts material flow, strain distribution, and springback compensation. The design phase determines machine configuration - number of roll stations, roll shaft diameter, frame structure, and drive system specifications based on target profile specifications (material thickness, yield strength, profile complexity).
Frame fabrication constitutes a major manufacturing stage. Manufacturers use heavy steel plates (Q235B or Q345B, thickness 20-60mm) cut by CNC plasma or laser cutting machines. Welding procedures follow approved welding procedure specifications (WPS) - submerged arc welding for thick plates, gas metal arc welding (GMAW) for thinner sections. Post-weld heat treatment (stress relief at 600-650°C) prevents distortion during subsequent machining. Machining of mounting surfaces employs CNC gantry machining centers or boring-milling machines to achieve flatness tolerance within 0.1mm per meter and hole position accuracy within ±0.05mm.
Roll tooling manufacturing requires highest precision. Roll drawings specify profiles with dimensional tolerances of ±0.02mm. Roll blanks are rough machined from forged alloy steel (typically 42CrMo or 40Cr) then heat treated to achieve hardness of 50-55 HRC. Finish machining uses CNC lathes and CNC milling machines to achieve required profiles. Some manufacturers employ 5-axis CNC machining centers for complex roll profiles. Surface grinding achieves surface roughness Ra 0.8μm. Final inspection uses coordinate measuring machines (CMM) or 3D scanners to verify profile accuracy before assembly.
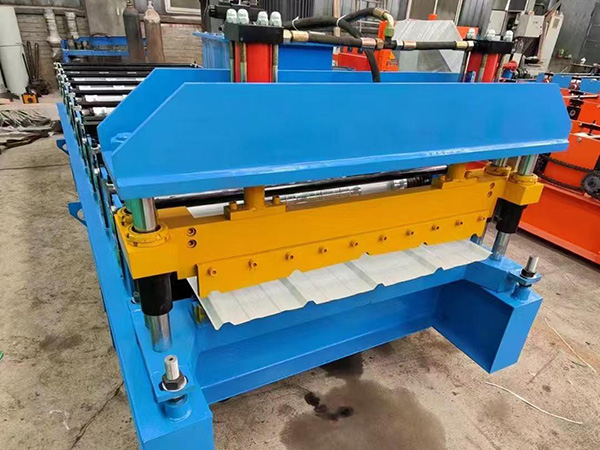
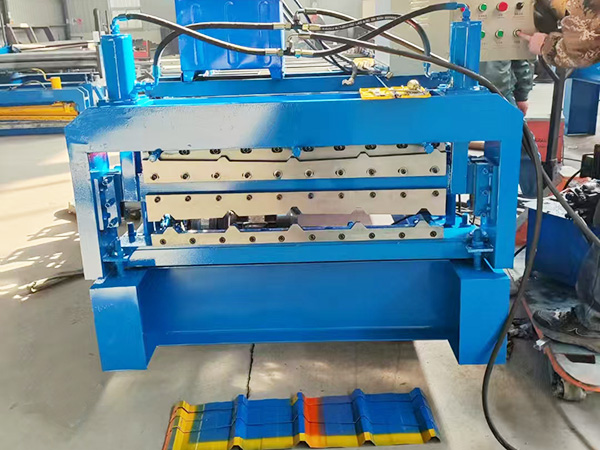
Machine Structure and Configuration
A typical roll forming machine consists of a rigid frame, multiple roll stations, drive system, and control system. The frame adopts either integral welding structure or split type (独立式) connected by tie rods. Integral welding provides higher rigidity but complicates transportation for large machines. Split type facilitates container shipping but requires precise field assembly and alignment. Frame wall thickness ranges from 30mm to 80mm depending on forming load calculations.
Roll stations comprise roll shafts, bearing housings, rolls, and adjustment mechanisms. Roll shaft diameter calculation considers bending stress and deflection - typical diameters range from 40mm (small machines) to 120mm (heavy-duty machines). Shaft material is 40Cr or 42CrMo, heat treated to 28-32 HRC for toughness. Bearing selection uses cylindrical roller bearings (for radial load) and thrust bearings (for axial load from forming forces). Bearing housings bolt to frame side plates, with adjustment slots allowing lateral roll position adjustment (±10mm typical) for profile width variation.
Drive system configuration significantly influences machine performance. Traditional systems use a main motor with reduction gearbox driving a distribution gearbox that transmits power to each station via transmission shafts and bevel gear pairs. This system provides positive synchronization but generates mechanical losses and requires periodic gear lubrication and alignment maintenance. Modern systems employ individual servo motors for each roll station, enabling independent speed control and eliminating transmission losses. Servo-driven systems also allow asymmetric profile forming (like Z sections) where roll speeds differ between upper and lower rolls to compensate for different material flow lengths.

Technical Specifications
Material Thickness: 0.3-3.0mm (standard), up to 6.0mm (heavy-duty)
Material Width: 100-1500mm (customizable)
Number of Roll Stations: 8-24 stations (profile-dependent)
Roll Shaft Diameter: 40-120mm (material/thickness-dependent)
Forming Speed: 0-25 m/min (standard), up to 40 m/min (high-speed)
Main Motor Power: 7.5-45kW (depending on profile and speed)
Drive Type: Gear transmission / Individual servo drives
Roll Material: 42CrMo, heat treated 50-55 HRC
Machine Weight: 3-15 tons (depending on configuration)
Control System: PLC with touchscreen HMI, optional servo drives
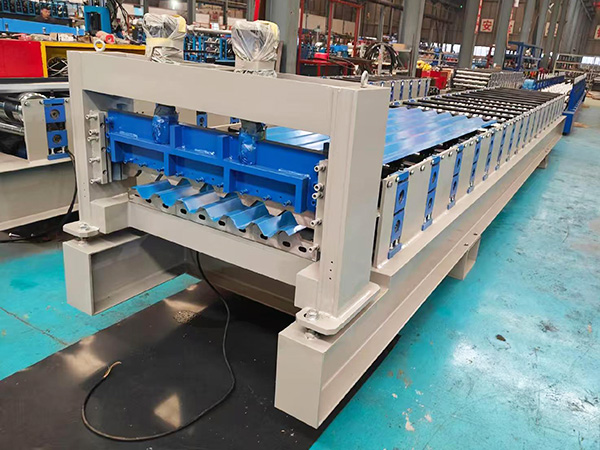
Production Line Integration
Roll forming machines rarely operate as standalone equipment - they integrate into production lines with auxiliary equipment. A complete line includes decoiler, guiding device, roll forming machine, punching/notching station (optional), cutoff press, and run-out table. Integration requires mechanical alignment (coaxiality of equipment centers) and electrical synchronization (speed matching between sections).
Guiding devices ensure material enters roll forming machine squarely. Entry guides use powered rollers with lateral adjustment via servo motors or manual handwheels. Some systems incorporate centering guides that automatically position coil strip based on width measurement. Misalignment at entry propagates through forming process, causing twisted or asymmetrical profiles. Advanced guiding systems use laser sensors to detect edge position and provide closed-loop position control with accuracy within ±1mm.
Cutoff press integration requires precise synchronization. Flying cutoffs (moving cutoff) maintain production continuity by cutting profiles to length while material continues moving. The cutoff mechanism mounts on linear guides, moving synchronously with material during cutting operation. Position feedback uses encoders on material feed rollers or servo-driven measuring wheels. Cutting cycle time must be shorter than profile feed time for cutoff station to return to home position before next cut trigger. Hydraulic punching presses, when integrated before cutoff, require similar synchronization - punching occurs during material dwell or uses progressive dies that punch while material moves (requires punch ram movement synchronized with material speed).
Manufacturing Quality Control
Quality control in roll forming machine manufacturing encompasses incoming material inspection, in-process monitoring, and final acceptance testing. Incoming inspection verifies steel plate chemical composition (spectrometer), mechanical properties (tensile testing), and dimensional accuracy (thickness gauge, flatness measurement). Roll shaft material undergoes ultrasonic testing (UT) to detect internal defects like inclusions or porosity that could cause failure under cyclic loading.
In-process quality control focuses on critical machining and assembly operations. Frame machining dimensions are checked using calipers, micrometers, or portable CMMs. Roll profile accuracy is verified using dedicated roll profile gauges or 3D optical scanners. Assembly checks include shaft parallelism measurement (using dial indicators, tolerance within 0.1mm over full length), roll gap uniformity (feeler gauge measurement at multiple points), and drive system alignment (laser alignment tools for transmission shafts).
Factory acceptance testing (FAT) validates complete machine functionality. No-load testing runs machine at maximum speed for 2-4 hours, monitoring bearing temperature (should not exceed 70°C), vibration (velocity should be less than 4.5 mm/s per ISO 10816), and noise level (should be below 85 dB at 1 meter distance). Load testing uses actual production materials to form sample profiles, measuring dimensional accuracy (profile gauge) and surface quality (visual inspection for scratches or deformation). Documentation includes test reports with measured values, photographic evidence of testing, and certification of compliance with technical specifications. Customers may witness FAT or require third-party inspection (SGS, TUV, etc.) before shipment.
Practical Application and Operation
In production environments, roll forming machine operation requires trained personnel and systematic procedures. Machine setup involves installing rollsets (for profile change), adjusting roll gaps, setting guide positions, and programming production parameters (length, quantity, speed) through the HMI interface. Roll change procedures vary by machine design - some machines use cantilever roll shafts allowing roll removal from one side, while others require disassembly of both sides. Quick-change systems employ cartridges or cassettes pre-assembled with rolls, reducing changeover time from hours to minutes.
Production monitoring ensures consistent output quality. Operators perform first-piece inspection after setup, measuring profile dimensions against engineering drawings. In-process inspection occurs at specified intervals (every 50-100 pieces for high-precision applications) or continuously using inline measurement systems. Measurement points include profile height, width, lip length, and flatness. Dimensional deviations trigger adjustment procedures - roll gap adjustment, guide realignment, or material tension modification. Production data logging (piece count, material usage, downtime reasons) supports production management and continuous improvement initiatives.
Maintenance practices directly impact machine reliability and product quality. Daily maintenance includes cleaning roll surfaces (remove metal debris or coating residue), checking lubrication points (grease nipples for bearings and chains), and inspecting safety guards and emergency stop functions. Weekly maintenance includes checking roll gap consistency (measure at both ends of rolls), verifying drive belt/chain tension, and cleaning electrical control cabinet filters. Monthly maintenance includes changing gearbox oil (if applicable), checking servo drive cooling fans, and calibrating length measurement systems. Preventive maintenance scheduling based on operating hours (not calendar time) optimizes maintenance efficiency - modern machines with PLC control can log operating hours per station and generate maintenance alerts automatically, shifting from time-based to condition-based maintenance strategies that reduce unnecessary maintenance while preventing unexpected failures.
References
Roll Forming Machine Technical Conditions (JB/T 13028-2017)
Steel Structure Manufacturing Quality Standards (GB 50205-2020)
Mechanical Vibration Standards (ISO 10816-3)
Welding Quality Assurance Standards (AWS D1.1)
PLC-based Control Systems for Machine Tools (IEC 61131-3)


CONTACTS
TEL:+8615830824095
URL:www.qiluomachinery.com
ADD:Botou City, Cangzhou City, Hebei Province