


- WEBSITE -

Current location:Home > PRODUCT > Dust Collector >
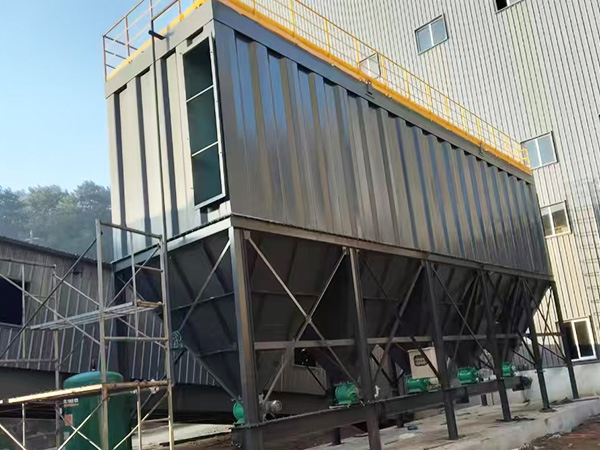
Boiler flue gas dust collector is a specialized environmental protection device designed to separate solid particulate pollutants from high-temperature flue gas exhausted by various industrial and power boilers. As strict global emission regulations on flue gas pollutants keep tightening, this dust removal system has become indispensable auxiliary equipment for coal-fired, biomass-fired and gas-fired boiler systems, undertaking core tasks of reducing fly ash discharge, controlling atmospheric pollution and helping factories meet national environmental protection discharge standards. Different from common industrial dust collectors for normal-temperature workshop dust, boiler flue gas dust collectors are developed targeting harsh working conditions including high working temperature, corrosive acidic flue gas, high ash concentration and complex particle composition generated during boiler fuel combustion.
The mainstream structural configuration of modern boiler flue gas dust collector mainly adopts pulse jet baghouse type, which consists of complete sets of core accessories including filter bags, filter bag cages, pulse jet valves, compressed air storage tank, air distribution cabinet, ash hopper and rotary airlock discharge valves. After high-temperature flue gas flows out from the boiler tail flue, it enters the dust collector shell through inlet ducts. Under the guidance of internal flow guide plates, the airflow distributes evenly inside the chamber. Heavy large ash particles drop directly into the bottom ash hopper relying on gravity settling effect, while fine floating dust is intercepted and retained on the outer surface of filter bags when dirty gas penetrates filter media, and clean de-dusted gas smoothly passes through filter bags and is exhausted to atmosphere via induced draft fan and exhaust chimney. To avoid gradual resistance rise caused by accumulated dust blocking filter pores, matched pulse jet valves release instantaneous high-pressure compressed air under the command of automatic pulse control instrument. The instant airflow shock shakes accumulated ash from bag surface, and fallen dust is continuously discharged out of the whole system through rotary airlock valves installed under ash hoppers, realizing uninterrupted long-term cyclic filtration and automatic ash cleaning without shutdown.
Filter bag material selection determines the overall service life and stable dedusting efficiency of boiler flue gas dust collector. Conventional polyester needle felt is only applicable for low-temperature flue gas below 130°C from light-pollution boilers; for medium and high-temperature flue gas ranging from 160°C to 260°C produced by coal-fired and biomass boilers, PPS, P84 or PTFE membrane-coated high-temperature resistant filter materials are the preferred choices. These special fabrics own excellent high-temperature resistance, acid and alkali corrosion resistance and anti-adhesion performance, effectively resisting corrosion damage from sulfur dioxide, nitrogen oxide and other acidic substances contained in boiler flue gas, greatly reducing filter bag damage frequency and later maintenance costs. Galvanized or silicone-coated filter cages support filter bags to maintain stable cylindrical shape, preventing filter bag deformation or collapse under long-term flue gas impact.
In terms of prominent advantages, boiler flue gas pulse dust collector achieves over 90% ultra-high dust removal efficiency for fine fly ash particles below 10μm, far exceeding the capture capacity of traditional cyclone dust removers. Its fully sealed cabinet structure prevents flue gas leakage and secondary dust overflow onsite. The modular assembled design allows flexible customization of processing air volume according to boiler tonnage from small industrial heating boilers to large power station boilers, convenient for onsite installation and later capacity expansion transformation. In practical application scenarios, this dust removal equipment is widely equipped on coal-fired industrial boilers, biomass combustion boilers, waste incineration boilers and thermal power plant boiler supporting systems across chemical, metallurgy, heating supply, food processing and building materials industries.
With continuous upgrading of environmental protection policies worldwide, many boiler projects further combine this dust collector with desulfurization and denitrification equipment to form an integrated flue gas purification system. In addition to standard pulse bag type products, manufacturers also optimize equipment structure for special working conditions such as ultra-high flue gas temperature and strong corrosive flue gas, continuously upgrading product performance to adapt to diversified boiler operating environments and increasingly stringent flue gas emission limits.



CONTACTS
TEL:+8615830824095
URL:www.qiluomachinery.com
ADD:Botou City, Cangzhou City, Hebei Province