


- WEBSITE -

Current location: Home > BLOGS > Industry Information >
How to fix steel strip wandering in continuous roll forming?
Time:2026-06-04 10:21:19 Author:xiangyi Click:143
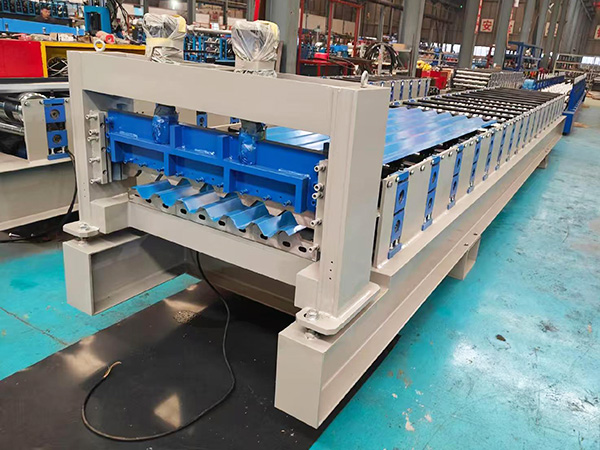
Steel strip wandering left or right is a frequent breakdown in continuous roll forming, which can be rectified from raw material preprocessing, roller calibration, feeding guide and transmission adjustment step by step.
First, eliminate inherent bending defects of raw coils. Curved, cambered or uneven-thickness steel strip easily drifts during feeding. Install an independent pre-leveler before the forming section to remove coil arch and internal stress and make the strip enter rollers flat and straight. Replace severely irregular coils if leveling cannot correct distortion.
Second, calibrate forming rollers precisely. Asymmetric roller clearance, eccentric roller installation and tilted roller seats create uneven extrusion force and push the strip sideways. Adjust left-right roller gaps to consistent values according to material thickness, refix loose roller bearing blocks and repair deformed rollers with surface abrasion. All forming stations must keep rollers aligned on the same central axis.
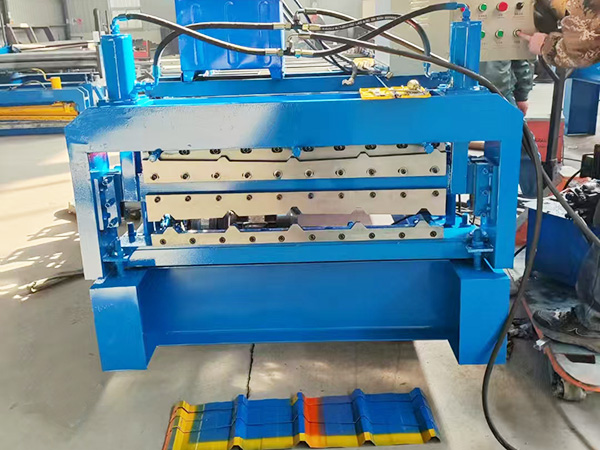
Third, optimize feeding guiding structure. Install adjustable side guide baffles at decoiler outlet and front forming inlet; fine-tune the clearance between guides and strip to leave tiny reserved space without clamping too tight. Wear-resistant nylon liners on guides reduce scratch and friction offset.
Fourth, check transmission synchronization. Uneven rotating speed of upper and lower rollers or inconsistent running speed among each forming stand pulls the strip toward the faster side. Inspect worn chains, sprockets and reducers, replenish lubricating grease and replace damaged drive parts to ensure synchronous operation of all roller groups.
After adjustment, run test feeding with leftover scrap steel to verify straight conveying effect before formal production.
1. GB/T 7714-2015
[1] Shen B. Adjustment Solutions for Steel Strip Deviation in Cold Roll Forming Line[J]. Mechanical Engineering & Equipment,2025,40(10):63-70.
2. APA 7th
Shen, B. (2025). Adjustment solutions for steel strip deviation in cold roll forming line. Mechanical Engineering & Equipment, 40(10), 63–70.
3. MLA 9th
Shen, Bo. "Adjustment Solutions for Steel Strip Deviation in Cold Roll Forming Line." Mechanical Engineering & Equipment, vol.40, no.10, 2025, pp.63-70,


CONTACTS
TEL:+8615830824095
URL:www.qiluomachinery.com
ADD:Botou City, Cangzhou City, Hebei Province