


- WEBSITE -

Current location: Home > BLOGS > Industry Information >
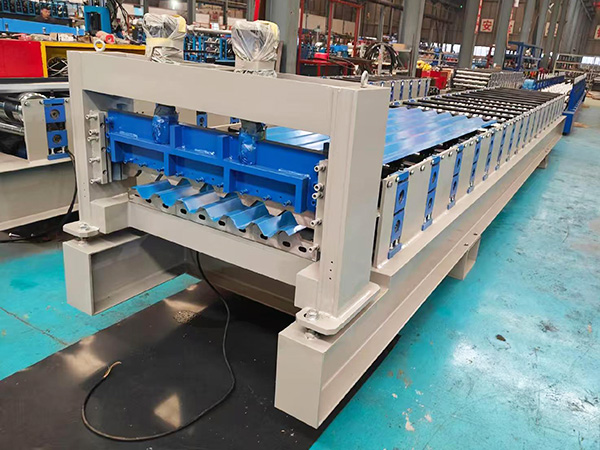
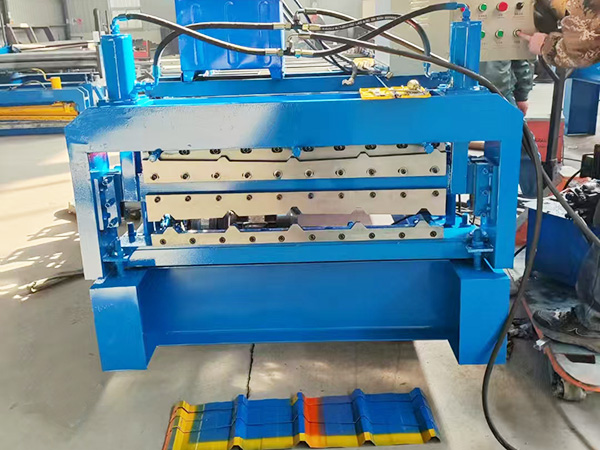
Why does finished profile twist and warp after roll forming?
Time:2026-06-04 10:18:21 Author:xiangyi Click:91
Twisting and warping of finished profiles are common roll forming defects mainly induced by uneven stress distribution, improper roller setting, raw material defects and unstable feeding conditions.
Uneven upper and lower roller clearance on left and right sides is the primary cause. If one side gap is too tight while the other is loose, the steel strip bears asymmetric extrusion force during cold bending, leading to inconsistent material elongation and resulting in lateral torsion or edge bending. In addition, asynchronous rotation speed among different forming stands pulls the strip unevenly and creates residual internal stress inside the profile, which releases after cutting and causes permanent deformation.
Raw material quality defects also trigger warpage. Coil with inherent camber, inconsistent thickness or uneven hardness makes partial metal flow irregular when passing forming rollers. Unleveled strip with residual coil bending cannot enter the forming path straightly, further aggravating twisting deformation. High-tensile steel without proper pre-straightening is more prone to bending after molding.
Improper feeding and auxiliary layout bring extra deformation. Deviated steel strip repeatedly rubs guide baffles and produces unilateral pulling force. Excessive forming speed shortens the buffering period of metal deformation and accumulates hidden stress rapidly. Improper fixed-length cutting, such as clamping the profile too tightly before shear, squeezes the molded shape and causes local warping.
Operators should recalibrate bilateral roller gaps uniformly, adjust synchronous transmission of each forming unit and equip front-end leveling machine to correct deformed raw coils, effectively reducing twist and warp issues.
1. GB/T 7714-2015
[1] Feng Z. Cause Analysis and Elimination Methods for Twisting and Warping of Roll Forming Profiles[J]. Metal Forming Equipment,2025,39(9):52-59.
2. APA 7th
Feng, Z. (2025). Cause analysis and elimination methods for twisting and warping of roll forming profiles. Metal Forming Equipment, 39(9), 52–59.
3. MLA 9th
Feng, Ze. "Cause Analysis and Elimination Methods for Twisting and Warping of Roll Forming Profiles." Metal Forming Equipment, vol.39, no.9, 2025, pp.52-59,


CONTACTS
TEL:+8615830824095
URL:www.qiluomachinery.com
ADD:Botou City, Cangzhou City, Hebei Province