


- WEBSITE -

Current location: Home > BLOGS > Technical Documentation >
Automatic Roll Forming Production Line: Integrated Manufacturing System
Time:2026-06-18 02:36:04 Author:xiangyi Click:138
Automatic Roll Forming Production Line: Integrated Manufacturing System
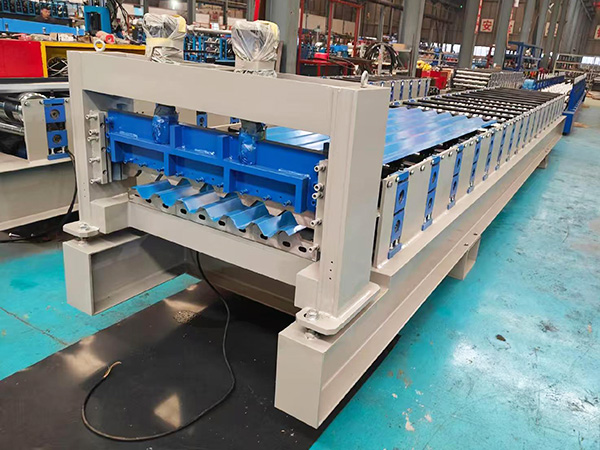
Automatic roll forming production lines integrate multiple processing stages - decoiling, guiding, roll forming, inline processing, cutoff, and product handling - into a coordinated, automated system controlled by sophisticated PLC and HMI interfaces. The manufacturing of these integrated lines requires system engineering capabilities, precision machining across multiple equipment types, and advanced control system integration. This article examines the production process, technical configuration, and practical applications of automatic roll forming production lines in modern manufacturing environments.
Production Line Manufacturing Process
The manufacturing of automatic roll forming production lines begins with system engineering design using 3D CAD software (SolidWorks, Inventor, or similar) to configure equipment layout, material flow, and control architecture. System engineers calculate production line capacity based on target output requirements (pieces/hour or meters/minute), material specifications (thickness range, yield strength range, coil weight), and product mix flexibility (number of different profiles to be produced on same line). The design phase determines equipment configuration - number of integrated machines, drive system power distribution, control system architecture (centralized PLC vs distributed PLC with industrial Ethernet communication), and human-machine interface design for operator interaction.
Equipment manufacturing employs systematic production planning and concurrent engineering across multiple workcells. Decoiler manufacturing, roll forming machine manufacturing, punching press manufacturing, and cutoff press manufacturing proceed in parallel, with periodic integration reviews to ensure mechanical alignment and electrical compatibility. Frame fabrication for all line equipment employs heavy steel plate cutting (CNC plasma or laser cutting) and welding assembly following approved WPS. Post-weld heat treatment at 600-650°C for 2-4 hours (depending on plate thickness) eliminates residual stress. Machining of mounting surfaces uses CNC gantry machining centers to achieve flatness within 0.1mm/m and hole position accuracy within ±0.05mm across all equipment, ensuring proper alignment during line integration.
Control system manufacturing and integration represents a critical manufacturing stage. Control panels house PLCs, VFDs, servo drives, and terminal blocks. Panel layout design follows electrical standards (IEC 60204-1 or GB 5226.1) for wire routing, heat dissipation, and maintenance accessibility. Wire harness fabrication uses automated wire cutting and labeling machines to ensure consistency and reduce wiring errors. Control system software development includes PLC programming (ladder logic or structured text per IEC 61131-3), HMI interface design (using WinCC, Intouch, or similar SCADA software), and communication protocol configuration (Modbus TCP/IP, Profinet, EtherNet/IP, or similar industrial protocols). Factory simulation using digital twin software validates control logic before physical commissioning, reducing on-site debugging time by 30-50%.
System Integration and Line Configuration
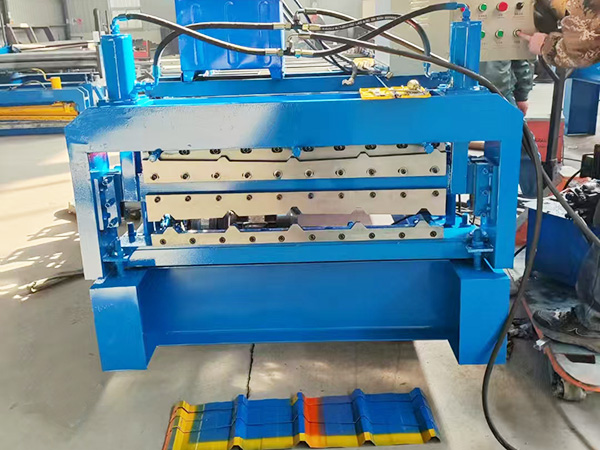
Automatic roll forming production lines integrate multiple equipment modules into a continuous workflow. Typical line configuration includes: hydraulic decoiler (or dual-head decoiler for continuous operation) → entry guiding device (powered guide rollers with lateral adjustment) → main roll forming machine (with inline processing stations as required) → flying cutoff press (or rotary cutoff for specific profiles) → run-out conveyor system (powered rollers or belt conveyor) → automatic stacking system (robotic arm, vacuum suckers, or magnetic lifters) → bundling and packaging station (optional). Line integration requires mechanical alignment (coaxiality of equipment centers within ±2mm), electrical synchronization (speed matching between sections with <0.5% speed error), and safety system integration (emergency stop propagation across all line equipment, safety light curtains at operator access points, and safety relays or safety PLCs for redundant safety functions).
Material flow management across the production line requires careful engineering. Material accumulation loops (using loop pits or overhead loopers) decouple decoiler speed from roll forming machine speed, allowing decoiler to operate at optimal speed while roll forming machine maintains constant production speed. Loop position control uses ultrasonic sensors or laser distance sensors to maintain material loop within prescribed limits - loop too high indicates roll forming machine speed faster than decoiler feed rate, loop too low indicates decoiler feed rate faster than roll forming machine consumption. Control system adjusts decoiler speed dynamically to maintain loop position within ±100mm of setpoint, ensuring stable material feeding without material wrinkling (loop too low, material slack) or material over-tensioning (loop too high, material stretched or torn).
Product handling after cutoff significantly influences overall line efficiency. Run-out conveyor systems transport cut profiles to stacking or packaging stations. Conveyor speed must match cutoff rate - for profiles produced at 10 pieces/minute with 2-meter length, conveyor speed should be approximately 20 m/min to prevent product accumulation or gaps. Automatic stacking systems use robotic arms (6-axis robots or SCARA robots) with end-effectors customized to profile geometry - vacuum suckers for flat or slightly contoured profiles, magnetic lifters for ferrous materials, or mechanical grippers for profiles with complex geometries. Stacking pattern programming (using robot teach pendant or offline programming software) optimizes stack density and stability - typical stacking patterns achieve 90-90% of theoretical maximum stack density. Bundling stations use automatic strapping machines (for rectangular bundles) or stretch wrapping machines (for irregular bundles) to secure stacks for storage or shipment.
Technical Specifications
Line Configuration: Decoiler + Guiding + Roll Forming + Inline Processing + Cutoff + Handling
Material Thickness: 0.3-6.0mm (depending on machine configuration)
Material Width: 100-1800mm (customizable)
Number of Roll Stations: 8-24 stations (profile-dependent)
Production Speed: 0-40 m/min (depending on profile and configuration)
Drive System: Gear transmission / Individual servo drives / Mixed configuration
Control System: PLC with touchscreen HMI, optional MES/ERP integration
Automation Features: Recipe management, automatic adjustment, fault diagnostics, data logging
Communication Protocol: Modbus TCP/IP, Profinet, EtherNet/IP, OPC UA (optional)
Line Integration: Mechanical alignment ±2mm, electrical synchronization <0.5% speed error



Control System and Automation Features
The control system serves as the central nervous system of an automatic roll forming production line. Modern lines employ programmable logic controllers (PLCs) with human-machine interfaces (HMIs) that provide operators with intuitive control and monitoring capabilities. Touchscreen HMIs display line status (equipment running/stopped, fault alarms, production counters), allow parameter adjustment (production speed, cut length, hole pattern selection), and present diagnostic information when faults occur (fault type, fault location, troubleshooting guidance). Advanced HMIs incorporate trend charts for critical parameters (motor current, hydraulic pressure, material loop position) enabling operators to identify developing issues before they cause line stoppage.
Automation features vary by line sophistication. Basic automation includes automatic speed synchronization across line sections, sequence control for startup and shutdown (prevents material accumulation or starvation during line start/stop), and fault detection with alarm notification (using proximity sensors, photoelectric sensors, or encoders to detect material presence, position, or speed deviations). Intermediate automation adds recipe management (storing setup parameters for different profiles - roll positions, guide positions, cutoff length, punching patterns), automatic adjustment of roll gaps or guidances based on recipe selection (using servo-driven adjustment mechanisms with position feedback), and production data logging for traceability (piece count, material usage, downtime reasons, quality inspection results).
Advanced automation incorporates servo-driven components with closed-loop control and industrial Internet of Things (IIoT) connectivity. Individual roll station drives enable independent speed control, accommodating variable profile geometries or compensating for material variations (thickness variation, yield strength variation). Inline measurement systems using lasers or cameras detect dimensional deviations and automatically adjust roll positions or process parameters - for example, if wave height of guardrail panel measures 85mm versus target 83mm, control system automatically adjusts final roll station positions to correct wave height without operator intervention. IIoT connectivity enables remote monitoring and diagnostics - line status, production data, and alarm history upload to cloud servers, allowing equipment suppliers or maintenance teams to monitor line performance remotely, diagnose faults, and sometimes perform software updates or parameter adjustments remotely. This remote connectivity reduces response time for technical support from days to hours or even real-time, significantly improving line availability and reducing downtime costs. Integration with manufacturing execution systems (MES) or enterprise resource planning (ERP) systems enables production scheduling (automatically selecting production jobs from ERP order list), order tracking (real-time production progress reported to MES), and quality data exchange (inspection results automatically recorded in quality management module), creating a comprehensive digital manufacturing environment that supports Industry 4.0 initiatives and smart factory transformations.
Production Application and Operational Efficiency
In production environments, automatic roll forming line operation requires trained personnel and systematic procedures. Machine setup involves installing rollsets (for profile change), adjusting roll gaps, setting guide positions, programming production parameters (profile dimensions, hole patterns if inline punching equipped, cut length, quantity, production speed) through the HMI interface, and verifying recipe parameters before production start. For manufacturers producing multiple profile families, quick-change tooling systems and recipe management significantly reduce changeover time - cassette systems allow complete roll sets to be pre-assembled and quickly swapped, reducing changeover from 3-5 hours to 30-60 minutes. Recipe management stores optimized setup parameters for each profile, reducing setup variability between operators and ensuring consistent product quality across production runs.
Production monitoring ensures consistent output quality and line efficiency. Operators perform first-piece inspection after setup, measuring profile dimensions against engineering drawings or customer specifications. Measurement tools include calipers, micrometers, profile gauges (custom-made per profile shape), coordinate measuring equipment for complex profiles, and material thickness gauges (ultrasonic or mechanical). In-process inspection occurs at specified intervals (every 30-100 pieces for standard applications, every 10-50 pieces for high-precision applications) or continuously using inline measurement systems. Inline measurement systems use laser displacement sensors or machine vision cameras to monitor critical dimensions in real-time, providing feedback to PLC control system for automatic adjustment when deviations exceed preset limits. Measurement data logs support production management and quality traceability requirements - data includes piece count, measurement values, timestamp, operator ID, and pass/fail judgment. When dimensional deviations exceed tolerance limits, operators execute adjustment procedures - roll gap modification (using manual handwheel or motorized adjustment with position feedback), guide realignment, material tension adjustment, or notify maintenance personnel for equipment inspection if automatic adjustment cannot correct deviation.
Maintenance practices directly impact line reliability and product quality. Automatic production lines include multiple equipment modules, each requiring specific maintenance procedures. Daily maintenance includes cleaning roll surfaces (remove metal debris, coating residue, or oil using soft brushes, industrial vacuum, or compressed air), checking lubrication points (grease nipples for bearings, chain drives, and slideways - apply specified grease type and quantity per lubrication chart, record lubrication activities in maintenance log), inspecting safety guards and emergency stop functions (test E-stop buttons at each equipment module, verify safety light curtains or interlocks functional using test piece), and checking hydraulic system for leakage (if equipped - check cylinder seals, valve connections, and piping joints using visual inspection and pressure drop test). Weekly maintenance includes checking roll gap consistency (measure at both ends of rolls using feeler gauges - gap variation should not exceed 0.05mm, adjust if deviation found), verifying drive belt or chain tension (measure deflection under specified force, adjust to manufacturer specification), cleaning electrical control cabinet filters to prevent overheating of electronic components (clean or replace air filters, check cooling fan operation), and checking hydraulic oil level and color (if equipped - darkening indicates oxidation or contamination, should be clear amber color for fresh hydraulic oil). Monthly maintenance includes changing gearbox oil (if applicable, recommended interval 2000-3000 operating hours, use specified oil viscosity and quality grade per equipment manual), checking servo drive cooling fans (clean dust using compressed air, verify rotation direction and speed, replace fan if vibration or noise exceeds specification), calibrating length measurement systems using standard length samples (verify measurement accuracy within ±1.0mm over 1000mm length using calibrated steel tape or laser distance meter), and inspecting punching dies for wear (if equipped - check hole diameter using pin gauges, replace dies if wear exceeds 0.1mm or hole edge burr exceeds 1.0mm). Preventive maintenance scheduling based on operating hours (not calendar time) optimizes maintenance efficiency - modern lines with PLC control can log operating hours per equipment module and generate maintenance alerts automatically, shifting from time-based to condition-based maintenance strategies that reduce unnecessary maintenance while preventing unexpected failures. Condition monitoring techniques include vibration analysis (detect bearing wear or misalignment before failure - vibration velocity trend increasing over time indicates developing fault), oil analysis (detect wear particles or contamination indicating component degradation - particle count increase or viscosity change triggers oil change or component inspection), and thermal imaging (detect overheating bearings, electrical connections, or hydraulic components - temperature rise exceeding 20°C above ambient indicates potential fault). Implementing comprehensive condition monitoring and preventive maintenance programs typically reduces unplanned downtime by 40-60% and extends equipment service life by 25-35%, delivering substantial return on investment through improved productivity, reduced repair costs, and enhanced product quality consistency. Additional efficiency gains come from operator training programs (trained operators achieve 30-50% faster setup times, 40-60% fewer quality defects, and 20-30% faster fault diagnosis and recovery), spare parts management (maintaining inventory of critical spare parts based on equipment criticality and lead time - typically 1-2 sets of critical components like bearings, seals, sensors, and 10-20% of consumable parts like punching dies, cutoff blades), and continuous improvement initiatives (using production data to identify bottlenecks, quality issues, or inefficiencies - for example, analyzing downtime Pareto chart may reveal that material changeover accounts for 30% of total downtime, leading to implementation of dual-head decoiler or coil car system to reduce changeover time from 30-45 minutes to 5-10 minutes, significantly improving effective production time and line output). These comprehensive approaches transform automatic roll forming production line operation from reactive firefighting to proactive, optimized manufacturing that delivers consistent quality, high productivity, and competitive cost structure for metal profile manufacturing in demanding industrial markets.
Future Trends and Intelligent Manufacturing
The automatic roll forming production line industry continues evolving, driven by customer demands for higher quality, greater flexibility, and improved economics. Industry 4.0 technologies increasingly appear in advanced production lines - sensors monitor roll forces, motor currents, material position, and product dimensions in real-time; data analytics identify trends and predict maintenance needs; and digital twins enable virtual commissioning and process optimization before physical production. These technologies transform traditional roll forming lines into intelligent manufacturing systems capable of self-optimization, predictive maintenance, and adaptive control.
Specific technologies driving this future include the Industrial Internet of Things (IIoT), where sensors throughout the production line collect data on equipment condition, process parameters, and product quality. This data, analyzed in real-time or historically, enables predictive maintenance (scheduling maintenance before failures occur based on vibration trends, temperature trends, or oil analysis results), process optimization (adjusting parameters for quality or speed based on historical data patterns), and quality prediction (identifying potential quality issues before they manifest as scrap based on correlation analysis between process parameters and quality inspection results). Artificial intelligence (AI) and machine learning applications in roll forming remain emerging but hold promise - AI algorithms could optimize roll design (using genetic algorithms or neural networks to find optimal roll profiles that minimize springback and maximize forming stability), predict springback for new materials (using machine learning models trained on historical production data correlating material properties, forming parameters, and measured springback), or automatically tune process parameters for quality and speed (using reinforcement learning where AI agent adjusts parameters and receives reward signal based on product quality and production speed, learning optimal parameter settings through trial and error in production environment).
Flexibility enhancements address market demands for product variety and shorter production runs. Machines with quick-change tooling, adjustable roll stands with automatic positioning, and control systems with recipe management enable faster changeovers and economically viable small-batch production. Some equipment suppliers offer retrofit packages to upgrade existing lines with these flexibility features, extending equipment life while adding capabilities. Sustainability considerations influence equipment design and customer purchasing decisions - energy-efficient drive systems (using permanent magnet servo motors with efficiency >90% versus induction motors with efficiency 85-90%), waste reduction through optimized coil width selection and nesting software (increasing material utilization from typical 85-90% to 93-90%), and compatibility with recycled-content steels align with manufacturer sustainability goals and respond to end-market demands for environmentally responsible products. Equipment suppliers that incorporate sustainability features and can quantify their benefits (through energy savings calculations, waste reduction projections, or carbon footprint analysis) strengthen their value proposition to environmentally conscious customers. As the manufacturing sector navigates decarbonization pressures and resource efficiency expectations, automatic roll forming production lines that contribute to these goals will likely find favorable market reception. Collaborating with forward-thinking customers on sustainability initiatives also creates opportunities for equipment suppliers to demonstrate commitment and build long-term partnerships based on shared values and mutual success. The future of automatic roll forming production lines lies at the intersection of intelligent automation, flexible manufacturing, and sustainable production - manufacturers and equipment suppliers that embrace these trends and invest in developing corresponding capabilities position themselves for competitive advantage in an evolving manufacturing landscape that demands not just productive equipment, but intelligent, flexible, and sustainable manufacturing solutions that create value across economic, environmental, and social dimensions of manufacturing performance.
References
ISO 9001:2015 Quality Management Systems - Requirements for Manufacturing Equipment
Journal of Manufacturing Systems - Industry 4.0 and Intelligent Manufacturing
International Journal of Mechanical Sciences - Deformation Analysis in Cold Roll Forming
Metal Forming Magazine - Advances in Roll Forming Technology
Industrial Equipment Standards Manual - Roll Forming Machinery Safety and Performance
IEC 61131-3 Programmable Controllers - Programming Languages
ISA-95 Enterprise-Control System Integration Standard


CONTACTS
TEL:+8615830824095
URL:www.qiluomachinery.com
ADD:Botou City, Cangzhou City, Hebei Province