


- WEBSITE -

Current location: Home > BLOGS > Technical Documentation >
Glazed Tile Forming Machine: Production and Manufacturing Technology
Time:2026-06-29 07:58:02 Author:xiangyi Click:121
Glazed Tile Forming Machine: Production and Manufacturing Technology
Glazed tile forming machines produce steel roofing tiles with aesthetic contours and step patterns, combining decorative appeal with structural performance. The manufacturing of these machines requires precision engineering, specialized press integration, and rigorous quality control. This article examines the production process, technical configuration, and practical applications of glazed tile forming machines in industrial manufacturing.
Machine Manufacturing Process
The production of glazed tile forming machines follows systematic manufacturing procedures. Design engineering uses CAD software to configure roll profiles for tile contours, step pattern configurations, and machine structure based on target tile profile specifications. Roll forming simulation software calculates incremental bending sequences, optimizing material flow and minimizing springback. The design output includes detailed drawings for frame fabrication, roll machining, press system integration, and assembly procedures.
Frame manufacturing employs heavy steel plate cutting (CNC plasma or laser cutting) and welding assembly. Welding procedures utilize submerged arc welding for thick plates (20-40mm) and argon arc welding for precision components. Post-weld heat treatment at 600-650°C for 2-3 hours eliminates residual stress. Machining of mounting surfaces uses CNC gantry machining centers to achieve flatness within 0.1mm/m and hole position accuracy within ±0.05mm. The finished frame undergoes shot blasting (Sa 2.5 standard) and anti-corrosion coating application.
Roll tooling manufacturing demands highest precision. Roll material selection includes 42CrMo forged steel or D2 tool steel for wear resistance. Roll blanks undergo rough machining, heat treatment (quenching and tempering to 50-55 HRC), then finish machining using CNC lathes and 5-axis machining centers. Profile grinding achieves surface roughness Ra 0.8μm. Final inspection uses 3D coordinate measuring machines (CMM) to verify profile accuracy within ±0.02mm tolerance. Press die manufacturing requires additional precision - step pattern dies must maintain dimensional accuracy within ±0.05mm to ensure consistent step formation.
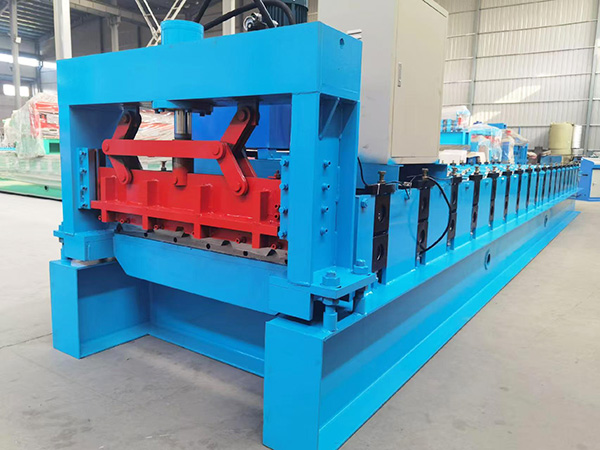
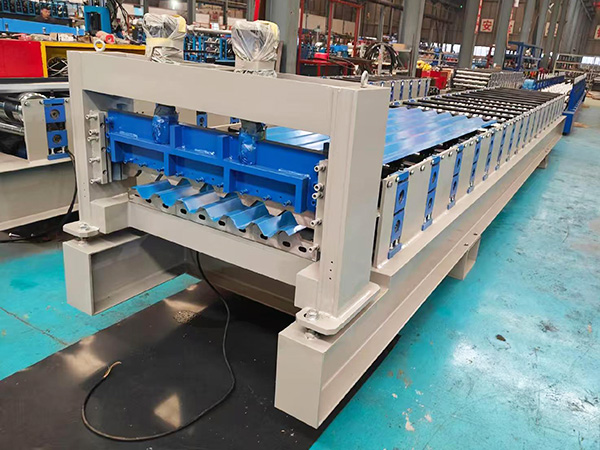
Technical Configuration and Components
A complete glazed tile forming machine integrates multiple functional components. The decoiler section handles coil loading and feeding - hydraulic expansion mandrel clamps coil inner diameter (508mm or 610mm standard). Entry guiding system employs powered guide rollers with lateral adjustment via servo motors or manual handwheels, ensuring material enters roll forming section squarely to prevent twist or asymmetric step formation.
The main roll forming section contains 12-18 roll stations (station quantity depends on tile profile complexity). Roll shafts (diameter 60-100mm for medium machines) mount in bearing housings with adjustable lateral positions (±10mm) for profile width variation. Drive system configuration options include: (1) Common drive shaft with gear transmission (cost-effective, suitable for standard profiles); (2) Individual servo motor drives per station (high-precision, suitable for complex profiles requiring variable speed control at different stations).
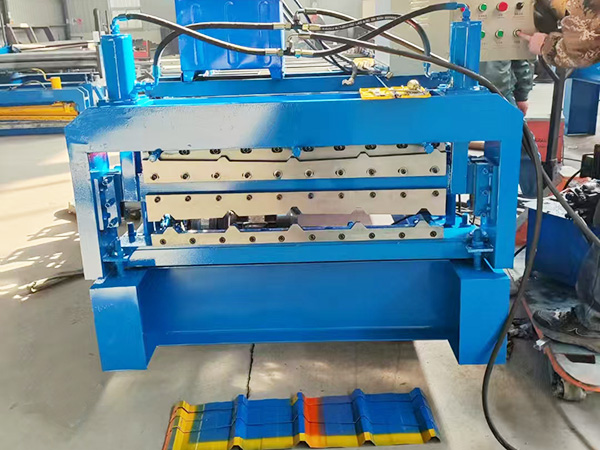
Hydraulic press section represents the defining feature distinguishing glazed tile machines from standard roll formers. The press creates step patterns (transverse contours) on formed panels. Press capacity ranges from 80 tons to 250 tons depending on material thickness and step depth. The press operates synchronously with roll forming machine - press cycle time must be shorter than material feed time to avoid production interruption. Press die configuration determines step pattern geometry - male and female dies create the step contour, requiring precision machining and heat treatment (SKD11 die steel, 58-62 HRC) for wear resistance. Control system uses PLC with touchscreen HMI, storing production recipes for different tile profiles and enabling automatic adjustment of press parameters (step pitch, step depth, press dwell time).

Technical Specifications
Material Thickness: 0.3-0.8mm (standard), max 1.2mm (heavy-duty)
Material Width: 1000-1250mm (customizable)
Roll Station Quantity: 12-18 stations (profile-dependent)
Roll Shaft Diameter: 60-100mm (material-dependent)
Forming Speed: 0-12 m/min (standard), up to 20 m/min (high-speed)
Main Motor Power: 11-30kW (depending on profile and speed)
Press Capacity: 80T / 120T / 160T / 200T / 250T (hydraulic)
Step Pitch: 200-400mm (adjustable via PLC)
Step Depth: 20-50mm (profile-dependent, adjustable)
Control System: PLC with touchscreen HMI, recipe storage for multiple tile profiles
Production Line Integration
Glazed tile forming machines operate as part of integrated production lines. Typical line configuration includes: hydraulic decoiler → entry guiding → main roll forming machine → hydraulic press (step forming) → flying cutoff → run-out table → automatic stacking (optional). Line integration requires mechanical alignment (coaxiality of equipment centers within ±2mm) and electrical synchronization (speed matching between sections, particularly synchronization between roll forming speed and press cycle time).
Material handling systems significantly impact production efficiency. Coil loading uses overhead crane or forklift to position coils onto decoiler mandrel. Coil car systems (optional) lift coils and align mandrel automatically, reducing manual effort and loading time. Exit handling includes run-out conveyors, automatic stacking systems (using vacuum suckers or magnetic lifters), and bundling stations. For high-volume production, automatic stacking and bundling systems reduce labor requirements and prevent product damage from manual handling. Stacking systems must accommodate tile contour - vacuum suckers with custom-shaped suction cups or magnetic lifters with profile-matched contact surfaces ensure damage-free handling.
Quality control systems ensure consistent product quality. Inline inspection systems use laser sensors or machine vision to monitor profile dimensions (step pitch accuracy ±2mm, step depth uniformity ±1mm, panel flatness). Measurement data feeds back to PLC control system, enabling automatic adjustment of roll positions or press parameters when deviations exceed tolerance limits. Some advanced systems incorporate artificial intelligence algorithms that learn optimal parameter settings for different materials (color-coated steel with different coating types and thicknesses) and adjust processes autonomously, reducing setup time and scrap rates. This capability is particularly valuable for glazed tile production where coating damage during forming causes product rejection.
Manufacturing Quality Assurance
Quality assurance during machine manufacturing involves comprehensive inspection and testing protocols. Incoming material inspection verifies steel plate thickness (ultrasonic thickness gauge), chemical composition (spectrometer), and mechanical properties (tensile testing). Roll shaft material undergoes ultrasonic testing (UT) to detect internal defects that could cause failure under cyclic loading, particularly under press impact loads.
In-process quality control monitors critical manufacturing operations. Frame welding quality checks include visual inspection, magnetic particle testing (MT) for surface cracks, and dimensional verification using measuring tools. Roll profile accuracy verification uses dedicated gauge blocks or 3D optical scanners. Press die manufacturing quality control includes hardness testing (should be 58-62 HRC), dimensional inspection using CMM, and surface roughness measurement (Ra should be ≤0.8μm). Assembly inspections include shaft parallelism measurement (dial indicator, tolerance within 0.1mm over full length), roll gap uniformity (feeler gauge at multiple points), and press alignment verification (parallelism between press ram and die base within 0.05mm).
Factory acceptance testing (FAT) validates complete machine functionality and performance. No-load testing runs machine at maximum speed for 4-8 hours, monitoring bearing temperature (should not exceed 70°C), vibration levels (velocity should be less than 4.5 mm/s per ISO 10816), noise level (should be below 85 dB at 1 meter distance), and hydraulic system temperature (should not exceed 60°C). Load testing uses actual production materials (pre-painted steel coils with specified thickness and coating type) to form sample panels, measuring dimensional accuracy (step pitch tolerance ±2mm, step depth tolerance ±1mm, panel flatness) and surface quality (visual inspection for coating damage, scratches, or deformation). Hydraulic press testing includes pressure hold test (pressure should not drop more than 5% in 10 minutes), press force verification (measured using pressure transducer and compared with calculated force), and step formation consistency (measure step depth at multiple positions along panel length, variation should not exceed ±0.5mm). Documentation includes test reports with measured values, photographic evidence, and compliance certificates for customer acceptance.
Practical Application and Operation
In production environments, glazed tile forming machine operation requires trained personnel and systematic procedures. Machine setup involves installing rollsets (for profile change), adjusting roll gaps, setting guide positions, programming production parameters (panel length, quantity, step pitch, step depth, press dwell time, production speed) through the HMI interface. Roll change procedures vary by machine design - some machines use cantilever roll shafts allowing roll removal from one side, while others require disassembly of both sides. Quick-change systems employ cassettes pre-assembled with rolls, reducing changeover time from 2-3 hours to 20-30 minutes. Press die changeover requires additional time - step pattern change involves replacing male and female dies, typically requiring 1-2 hours for standard machines, reducible to 30-45 minutes with quick-change die clamping systems.
Production monitoring ensures consistent output quality. Operators perform first-piece inspection after setup, measuring step pitch, step depth, panel width, overall flatness, and visual coating quality against engineering drawings or customer specifications. In-process inspection occurs at specified intervals (every 30-50 panels for standard applications, every 15-30 panels for high-precision architectural projects) or continuously using inline measurement systems. Measurement data logs support production management and quality traceability requirements. When dimensional deviations exceed tolerance limits, operators execute adjustment procedures - roll gap modification, guide realignment, press parameter adjustment (pressure, dwell time), or material tension adjustment. Coating damage detection requires immediate stop and root cause analysis - common causes include roll surface scratches, foreign particles embedded in rolls, or excessive forming pressure causing coating crack.
Maintenance practices directly impact machine reliability and product quality. Daily maintenance includes cleaning roll surfaces (remove coating residue, metal debris, or dust using soft brushes or compressed air), checking lubrication points (grease nipples for bearings, chain drives, and slideways), inspecting hydraulic system for leakage (check cylinder seals, valve connections, and piping joints), and inspecting safety guards and emergency stop functions. Weekly maintenance includes checking roll gap consistency (measure at both ends of rolls using feeler gauges), verifying drive belt or chain tension, cleaning electrical control cabinet filters to prevent overheating of electronic components, and checking hydraulic oil level and color (darkening indicates oxidation or contamination). Monthly maintenance includes changing hydraulic oil filtration (recommended interval 500-1000 operating hours depending on oil contamination level), checking servo drive cooling fans, calibrating length measurement systems using standard length samples, and inspecting press dies for wear (check step profile accuracy using dedicated gauges, replace dies if wear exceeds 0.1mm). Preventive maintenance scheduling based on operating hours (not calendar time) optimizes maintenance efficiency - modern machines with PLC control can log operating hours per station and generate maintenance alerts automatically, shifting from time-based to condition-based maintenance strategies that reduce unnecessary maintenance while preventing unexpected failures. This approach reduces overall maintenance costs while improving machine availability and product quality consistency, particularly important for glazed tile production where unplanned downtime causes coating damage from material stationary in forming stations and press section.
References
Glazed Tile Forming Machine Technical Conditions (JB/T 13029-2017)
Steel Structure Manufacturing Quality Standards (GB 50205-2020)
Mechanical Vibration Standards (ISO 10816-3)
Welding Quality Assurance Standards (AWS D1.1)
Hydraulic Press Safety and Performance Standards (GB 28241-2012)


CONTACTS
TEL:+8615830824095
URL:www.qiluomachinery.com
ADD:Botou City, Cangzhou City, Hebei Province