


- WEBSITE -

Current location: Home > BLOGS > Technical Documentation >
High Speed Guardrail Plate Forming Equipment: Manufacturing and Production Technology
Time:2026-06-29 05:06:15 Author:xiangyi Click:106
High Speed Guardrail Plate Forming Equipment: Manufacturing and Production Technology
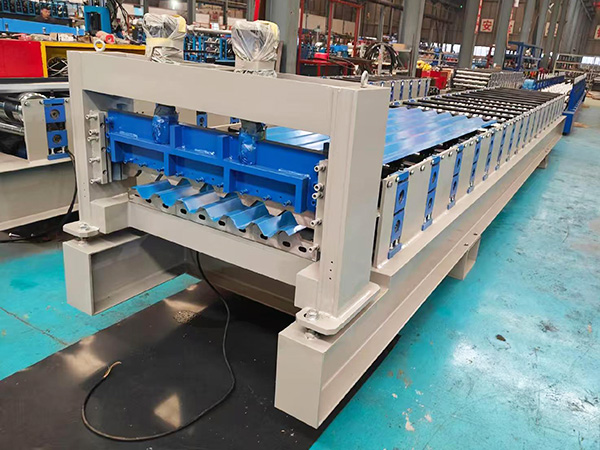
High speed guardrail plate forming equipment produces highway safety barrier profiles (W-beam and Thrie-beam) at production speeds up to 25 m/min. The manufacturing of these machines requires heavy-duty structural design, precision roll tooling, and robust drive systems to handle thick, high-strength steel materials. This article examines the production process, technical configuration, and practical applications of high speed guardrail plate forming equipment in infrastructure manufacturing.
Machine Manufacturing Process
The production of high speed guardrail forming machines involves heavy-duty engineering and precision manufacturing. Design engineering uses CAD and FEA software to calculate roll profiles for corrugated guardrail sections. The corrugated wave profile requires 18-24 roll stations for gradual forming without material wrinkling or cracking. The design phase determines machine configuration - frame structure must withstand forming forces up to 200 tons, roll shaft diameter (typically 100-150mm), and drive system power (typically 75-160kW total).
Frame fabrication employs extra-heavy steel plates (thickness 40-80mm) cut by CNC plasma or laser cutting machines. Welding procedures follow approved WPS with submerged arc welding for main frame assembly. Post-weld heat treatment at 600-650°C for 3-4 hours eliminates residual stress. Machining of mounting surfaces uses heavy-duty CNC gantry boring-milling machines to achieve flatness within 0.1mm/m and hole position accuracy within ±0.05mm. Frame weight typically ranges from 15-35 tons depending on machine capacity and profile specifications.
Roll tooling manufacturing requires highest precision and wear resistance. Roll material selection includes 42CrMo forged steel or D2 tool steel for extended service life. Roll blanks undergo rough machining, heat treatment (quenching and tempering to 50-55 HRC), then finish machining using heavy-duty CNC lathes and 5-axis CNC machining centers. Roll bearing journals require grinding to h6 tolerance grade. Dynamic balancing of rolls (especially for high-speed operation) ensures vibration-free performance - imbalance should be less than 50g·mm/kg. Final inspection uses coordinate measuring machines (CMM) to verify profile accuracy within ±0.03mm tolerance.
Technical Configuration and Drive System
High speed guardrail forming machines feature heavy-duty structure and powerful drive systems. The main frame adopts integrated welding structure with wall thickness 50-100mm. Some manufacturers offer split-type frames for container shipping - connection surfaces use precision machined mating surfaces with positioning pins and M36-M48 high-strength bolts (grade 10.9). Frame rigidity calculation using FEA ensures deflection under maximum forming load does not exceed L/1000 (L = roll shaft span).
Roll station configuration includes heavy-duty roll shafts, double-row cylindrical roller bearings, rolls, and adjustment mechanisms. Roll shaft diameter ranges from 100mm to 150mm depending on material thickness and yield strength. Shaft material is 42CrMo or 40CrNiMo, heat treated to 32-36 HRC for toughness and fatigue resistance. Bearing selection uses double-row cylindrical roller bearings (for high radial load) and spherical roller thrust bearings (for axial load from forming forces). Bearing life calculation per ISO 281 ensures L10 life exceeds 20,000 operating hours at rated load.
Drive system configuration employs multiple motor configurations to achieve high production speeds. Common configurations include: (1) Main motor with reduction gearbox driving distribution gearbox that transmits power to each station via transmission shafts and bevel gear pairs - total power 75-132kW for standard machines; (2) Individual servo motors per station (7.5-15kW per station) enabling independent speed control and eliminating transmission losses - total power 90-160kW. Servo-driven systems provide better speed synchronization and allow acceleration/deceleration ramps to reduce mechanical shock during startup and stopping.


Technical Specifications
Material Thickness: 2.5-4.0mm (standard), up to 5.0mm (heavy-duty)
Material Width: 480-750mm (W-beam), 750-900mm (Thrie-beam)
Yield Strength: 235-550 MPa (material dependent)
Number of Roll Stations: 18-24 stations (profile-dependent)
Roll Shaft Diameter: 100-150mm (material-dependent)
Forming Speed: 0-25 m/min (standard), up to 35 m/min (high-speed)
Main Motor Power: 75-160kW (depending on speed and material)
Drive Type: Gear transmission / Individual servo drives
Roll Material: 42CrMo / D2, heat treated 50-55 HRC
Machine Weight: 15-35 tons (depending on configuration)
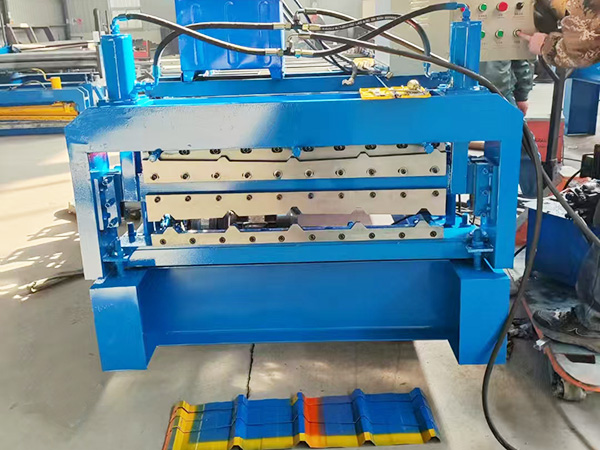
Inline Punching and Cutoff Integration
Guardrail production requires inline punching for bolt holes, reflector mounting holes, and splice plate attachment holes. Integrating punching with high-speed roll forming demands precise synchronization. Punching stations locate after the roll forming section - hole positions must be accurate within ±1.5mm relative to guardrail length and ±1.0mm laterally.
Hydraulic punching presses provide the force required for hole fabrication in thick materials. Press capacity calculation considers material thickness (up to 5.0mm), hole diameter (typically 18-22mm), and material yield strength (up to 550 MPa) - typical capacities range from 120 tons to 250 tons. Punching dies require high-precision manufacturing (tolerance ±0.05mm for hole diameter) and heat treatment (SKD11 die steel, 58-62 HRC) for wear resistance. Die changeover systems use quick-change die holders, reducing changeover time to 30-45 minutes when switching between W-beam and Thrie-beam hole patterns.
Flying cutoff systems maintain production continuity at high speeds. The cutoff mechanism mounts on linear guides with servo-driven synchronous movement, cutting guardrail panels to length (typically 4.0-6.0 meters) while material continues moving at production speed. Cutoff blade material selection includes Cr12MoV (for general applications) or SKD11 (for heavy-duty or high-volume production), heat treated to 58-62 HRC. Blade sharpening interval depends on material thickness and coating type - typical intervals range from 3000 to 10000 cuts before resharpening. Position feedback uses encoders on material feed rollers with resolution 2000-5000 pulses per revolution, achieving cutoff length accuracy within ±2.0mm for standard applications.
Production Application and Quality Control
In production environments, high speed guardrail forming machine operation requires trained personnel and systematic procedures. Machine setup involves installing rollsets (for W-beam or Thrie-beam profiles), adjusting roll gaps (critical for corrugated profile accuracy), setting guide positions, and programming production parameters (panel length, hole pattern, quantity, production speed) through the HMI interface. Roll change procedures for different guardrail profiles typically require 3-5 hours for standard machines, reducible to 1-2 hours with quick-change cassette systems.
Production monitoring ensures consistent output quality for highway safety applications. Operators perform first-piece inspection after setup, measuring corrugation wave height (should be 83±2mm for W-beam per EN 1317), wave pitch (should be 400±3mm for standard W-beam), material thickness (using ultrasonic thickness gauge, tolerance ±0.15mm), and hole positions (using coordinate measuring equipment, tolerance ±1.5mm). In-process inspection occurs at specified intervals (every 20-30 pieces for highway projects) or continuously using inline measurement systems. Measurement data logs support production management and quality traceability required for infrastructure projects.
Quality control during production ensures dimensional accuracy and structural performance for safety-critical applications. Dimensional inspection includes measuring wave height uniformity (should not vary more than ±2mm over full panel length), wave symmetry (left and right wave heights should not differ by more than 1.5mm), and flatness (should not exceed 3mm over 1000mm length). Hole position accuracy verification uses coordinate measuring equipment or dedicated hole pattern gauges - hole center distance tolerance typically ±1.5mm, hole diameter tolerance ±0.5mm. Surface quality inspection identifies defects like edge waviness, twisting, or coating damage (for hot-dip galvanized materials, check coating adhesion per ISO 1461 - cross-cut test should not exceed class 1). For manufacturers supplying guardrail products to highway authorities, comprehensive quality documentation including mill test reports, dimensional inspection reports, coating thickness measurements, and mechanical property test reports provides traceability and compliance evidence for project quality assurance requirements. Establishing and maintaining quality management system certification (ISO 9001) and product certification (CE marking, etc.) demonstrates commitment to consistent quality and facilitates market access, particularly for export markets with stringent quality requirements for highway safety products.
Manufacturing Quality Assurance
Quality assurance during guardrail machine manufacturing involves comprehensive inspection and testing protocols. Incoming material inspection verifies steel plate thickness (ultrasonic thickness gauge), chemical composition (spectrometer - verify C, Si, Mn, P, S content per material grade specification), and mechanical properties (tensile testing - yield strength, tensile strength, elongation). Roll shaft material undergoes ultrasonic testing (UT) to detect internal defects like inclusions, porosity, or cracks that could cause catastrophic failure under high cyclic loading in continuous production.
In-process quality control monitors critical manufacturing operations. Frame welding quality checks include visual inspection (verify weld bead appearance, check for cracks, porosity, slag inclusions), magnetic particle testing (MT) for surface cracks, and ultrasonic testing (UT) for internal defects in critical weld joints. Roll profile accuracy verification uses dedicated gauge blocks or 3D optical scanners - profile deviation should not exceed ±0.03mm. Assembly inspections include shaft parallelism measurement (using dial indicators at multiple positions along shaft length, tolerance within 0.1mm over full length), roll gap uniformity (feeler gauge measurement at multiple points across roll width, variation should not exceed 0.05mm), and drive system alignment (laser alignment tools for transmission shafts, angular misalignment should not exceed 0.1°).
Factory acceptance testing (FAT) validates complete machine functionality and performance under production conditions. No-load testing runs machine at maximum speed (25-35 m/min) for 8-12 hours, monitoring bearing temperature (should not exceed 75°C measured by infrared thermometer or embedded temperature sensors), vibration levels (velocity should be less than 4.5 mm/s per ISO 10816-3 measured using vibration analyzer at bearing housings), and noise level (should be below 90 dB at 1 meter distance measured using sound level meter per ISO 3744). Load testing uses actual production materials (steel coils with specified thickness 3.0mm, yield strength 350 MPa, hot-dip galvanized coating 600g/m² per side) to form sample guardrail panels, measuring dimensional accuracy (wave height tolerance ±2mm, wave pitch tolerance ±3mm, panel length tolerance ±2mm) and surface quality (visual inspection for coating damage, scratches, edge waviness, or deformation). Endurance testing runs the machine continuously for 48-72 hours with production materials, monitoring temperature rise in bearings, hydraulic system (if equipped with hydraulic punching or adjustment systems), and electrical components. Hydraulic system testing (if applicable) includes pressure tests at 1.5 times rated working pressure (24 MPa for 16 MPa systems) to verify pipeline integrity and connection sealing - pressure drop should not exceed 5% in 30 minutes. Documentation includes test reports with measured values, photographic evidence of testing, and certification of compliance with technical specifications. Customers typically witness FAT or require third-party inspection (SGS, TUV, etc.) before shipment, particularly for export orders or government infrastructure projects where equipment reliability directly impacts project timeline and safety compliance. Test reports include detailed measurement data with pass/fail judgments against specification tolerances, recommendations for acceptance or correction actions if deviations are found, and warranty terms confirming machine performance compliance with contracted specifications.
Maintenance and Operational Efficiency
Proper maintenance ensures long-term machine reliability and product quality consistency for high-volume guardrail production. Daily maintenance includes cleaning roll surfaces (remove metal debris, zinc residue from galvanized materials, or oil using industrial vacuum and soft brushes), checking lubrication points (grease nipples for bearings, chain drives, and slideways - apply specified lithium-based grease NLGI #2 per lubrication chart), inspecting hydraulic system for leakage (check cylinder seals, valve connections, and piping joints using visual inspection and pressure drop test), and inspecting safety guards and emergency stop functions (test E-stop buttons at operator station and remote panels, verify safety light curtains or interlocks functional).
Preventive maintenance scheduling reduces unplanned downtime and extends machine service life. Weekly maintenance includes checking roll gap consistency (measure at both ends of rolls using feeler gauges - gap variation should not exceed 0.05mm, adjust if deviation found), verifying drive belt or chain tension (measure deflection under specified force 50-100N, adjust to manufacturer specification typically 1-2% of center distance), cleaning electrical control cabinet filters to prevent overheating of electronic components (clean or replace air filters, check cooling fan operation), and checking hydraulic oil level and color (darkening indicates oxidation or contamination, should be clear amber color for fresh hydraulic oil). Monthly maintenance includes changing hydraulic oil filtration (recommended interval 500-1000 operating hours depending on oil contamination level - measure oil particle count using laboratory analysis, change filter when particle count exceeds NAS 8 class), checking servo drive cooling fans (clean dust using compressed air, verify rotation direction and speed), calibrating length measurement systems using standard length samples (verify measurement accuracy within ±1.0mm over 1000mm length using calibrated steel tape or laser distance meter), and inspecting punching dies for wear (check hole diameter using pin gauges, replace dies if wear exceeds 0.1mm or hole edge burr exceeds 1.0mm).
Operational efficiency optimization involves production planning, tooling management, and continuous improvement initiatives. Production planning sequences jobs to minimize changeover frequency - grouping same-profile, same-thickness jobs reduces setup time and material waste. For guardrail production, W-beam and Thrie-beam profiles require different roll sets and punching die sets - optimizing production schedule to run all W-beam orders consecutively then all Thrie-beam orders (or vice versa) minimizes changeover frequency from daily to weekly or bi-weekly, significantly improving effective production time. Tooling management includes proper storage of rollsets (climate-controlled environment to prevent corrosion, store rolls vertically or horizontally on support racks to prevent deformation), regular inspection and reconditioning of worn rolls (roll profile re-grinding when wear exceeds 0.1mm, or roll replacement when surface hardness drops below 45 HRC), and maintaining inventory of consumable parts (seals, bearings, punching dies, cutoff blades) to prevent downtime waiting for spare parts. Continuous improvement initiatives use production data (downtime reasons, scrap rates, production speeds, changeover times) to identify improvement opportunities - for example, analyzing scrap patterns may reveal roll alignment issues or material quality problems; addressing root causes reduces scrap rates from typical 2-5% to less than 1%, significantly improving material utilization and profitability. Manufacturers implementing comprehensive maintenance and efficiency optimization programs typically achieve 20-30% improvement in productive output compared to reactive maintenance approaches, demonstrating the significant return on investment from systematic maintenance and operational excellence practices. Additional efficiency gains come from operator training programs (trained operators achieve 30-50% faster setup times and 40-60% fewer quality defects), predictive maintenance using condition monitoring (vibration analysis detects bearing wear 2-3 months before failure, allowing planned downtime for bearing replacement rather than unplanned downtime from unexpected failure), and digitalization initiatives (installing sensors on critical components to monitor temperature, vibration, and operating hours, enabling data-driven maintenance decisions and production optimization). These comprehensive approaches transform guardrail forming machine operation from reactive firefighting to proactive, optimized manufacturing that delivers consistent quality, high productivity, and competitive cost structure for infrastructure product manufacturing.
References
EN 1317 Road Restraint Systems - Performance Classes, Impact Test Acceptance Criteria
ASTM A123/A123M Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products
ISO 1461 Hot Dip Galvanized Coatings on Fabricated Iron and Steel Articles
Mechanical Vibration Standards (ISO 10816-3)
Welding Quality Assurance Standards (AWS D1.1)
Hydraulic Press Safety and Performance Standards (GB 28241-2012)


CONTACTS
TEL:+8615830824095
URL:www.qiluomachinery.com
ADD:Botou City, Cangzhou City, Hebei Province